


经过多数的实验我们可以知道,回转窑窑头处的温度变化是比较快的,因此如果选择人工操控是比较困难的。
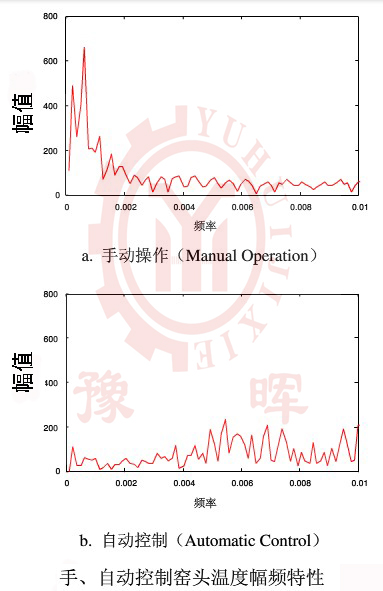
由图我们可以看出,在加入反馈操控时可以很大限度的改善回转窑内温度的运转特性,并且所出现的低频波动基本上是会完全消失的,而此种操作中唯一的不足就是反馈令回转窑内的各个系统变得比较敏感,当自动控制在0.005-0.008赫兹附近时期幅值与手动操作相比较时要大许多,这种情况一方面可以说明回转窑系统的快速性得到的提升,操作中能够注于一件事情,即根据实际回转窑的煅烧来对窑头温度值进行设置;另一方面也充分说明参数设置不合适情况下,也会降低回转窑系统的稳定性。从煅烧温度的操控我们也可以获得这样的结果。
对比手动和自动控制时的频率幅值,我们可知当自动控制削弱了0.001赫兹以下的波动时,0.002-0.004赫兹处的波动就会被放大,以此可以说明回转窑系统得到了快速的提升,但是此时会有4-8分钟的波动周期出现,因此,为了保证数据的真实性,此时的频谱是没有进行数据移动平均滤波的,因此在我们所看到的0.008赫兹处会有峰值出现,则是因为回转窑内窑炉的转动而引起的测量噪声。
(文章源于河南豫晖球磨机、回转窑指定网站:http://www.cnyhks.com/,转载注明出处)