


通过分析可以知道,时刻影响回转窑煅烧控制的因素主要分布在以下几个方面:
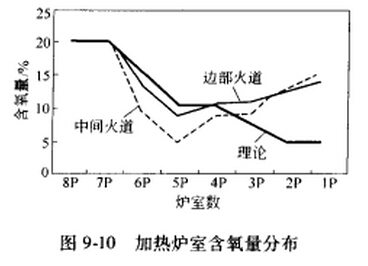 1、预热段漏风及预热风力不足。以图9-10某厂加热炉室含氧量分布为例进行分析。由图可知,在预热段的含氧量不降低反而上升,加温段含氧量远低于理论值。这充分说明回转窑的煅烧存在着问题,经总结可知前者是因炉子破损、负压过大引起的预热段漏风;后者则是因鼓风机能力不足,自冷却段进入火道的预热空气量少,经过燃烧所剩无几,挥发分燃烧只能利用漏入的冷空气。
1、预热段漏风及预热风力不足。以图9-10某厂加热炉室含氧量分布为例进行分析。由图可知,在预热段的含氧量不降低反而上升,加温段含氧量远低于理论值。这充分说明回转窑的煅烧存在着问题,经总结可知前者是因炉子破损、负压过大引起的预热段漏风;后者则是因鼓风机能力不足,自冷却段进入火道的预热空气量少,经过燃烧所剩无几,挥发分燃烧只能利用漏入的冷空气。
2、阳氧化。回转窑运行时,在正压鼓风段的空气泄漏路线可归纳为两条:(1)空气从耐火砖缝隙和炉面孔洞及缝隙漏向大气。(2)空气从火道竖空缝进入料箱,从填充焦间的缝隙曲折地漏向大气。正是后一路线的空气造成自然冷却区高温段的阳和填充焦氧化燃烧。因此,为放置阳氧化必须注意:(1)合理确定鼓风机压头值。此值应比炉室烟气出口的负压绝对值小,一面“击穿”泄漏路线。(2)火道宽度或流通截面适当大以减少火道流通阻力。(3)合适的火道竖缝宽度。
3、火道竖缝。实际的回转窑煅烧操作,其竖缝留设宽度需考虑的因素有:(1)足够宽以利于负压段挥发分的析出。(2)尽可能窄,以减少正压段空气泄漏引起的阳氧化。
4、送风调节。国内常见的回转窑焙烧炉送风调节大致有以下几种:
(1)没有设置鼓风架,无法作送风调节;
(2)采用一台鼓风机给所用火道送风,送风支管设阀门调节。因各火道相互影响,效果差;
(3)立风机送风调节,一定的调节效果,但不能实现风量大时压头也大的客观要求;
(4)采用变频风机自动调节。
当下,国外对冷却区采用自动控制技术的必要性仍有争议。其原因有:(1)焙烧炉漏风对试图实施精确送风思想的打击;(2)采用零压架负压作为送风控制的信号源到底能不能反应燃料量的变化。但是不论怎样,采用预热空气回收固体蓄热的做法已是不争的事实,而国内焙烧回转窑炉对于这一点还有欠缺。
文章源自:http://www.cnyhks.com/