


通过工艺及控制技术来实现预焙阳炭块高质量及低能耗是阳焙烧回转窑生产过程的关键所在。就单个焙烧炉燃烧自动控制系统而言,炉室布置示意图如9-28所示。系统中各炉室分为焙烧区、预热区、冷却区和其他区。
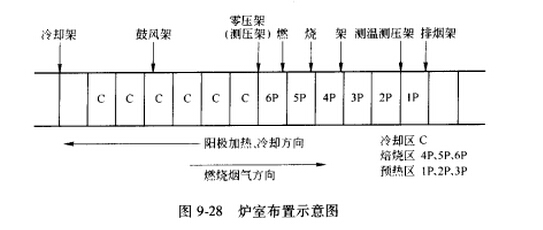
系统在回转窑焙烧区设3套燃烧架,每套燃烧架针对每个烟道有两个烧嘴,分别对各条烟道进行加温,同时对该区烟道温度进行测量,并实施温度闭环操控。在冷却区上游设鼓风架和冷却架,并对各条烟道进行正压鼓风,在每条烟道入口设置鼓风调节阀门,手动调节,对冷却区下游烟道处负压值进行操控,使其稳定在给定微负压值范围内。在冷却区下游进行零压架ZPR的设置,对各烟道压力值进行测量。在预热区进行测温测压架设置,对各烟道温度进行测量,并用此测量值对排烟架负压设定值进行调节,并对烟道预热升温曲线进行控制。预热区下游排烟架的安装,其目的在于烟道的抽风,同时在每条烟道出口设风量调节阀,同时对其负压进行测量及控制,在确保负压稳定条件下调节烟道预热升温曲线。在所有升温工艺周期完成后,豫晖工作者发现整个回转窑焙烧系统沿着燃烧方向移动一组炉室。
以上操作中,各烟道的温度变化为:
1、炉室外空气从鼓风架送至烟道,经冷却区加温,对其各炉室温度起到一定的降低作用;
2、在回转窑焙烧区上游,在燃烧架作用下将烟道气流温度提升到给定值,并对炉室进行加热;
3、随着气流流向,温度将降低;
4、在上游,通过燃烧架再次提升气流温度到相应给定值,对炉室进行加热;
5、随着气流变化,温度降低;
6、在上游,通过燃烧架再次对气流温度起到一定提升作用,促使其升至给定值,对其炉室进行加热;
7、随气流向预热区流动,气流温度逐渐降低,同时对炉室进行加温处理。
因气流流速较快的同时,单位长度内烟道中散热时间就会较短,因此在回转窑预热区的温度下降就会很小,我们可以通过调节排烟架负压来对预热区烟道温度进行调整。
文章来自:http://www.cnyhks.com/