


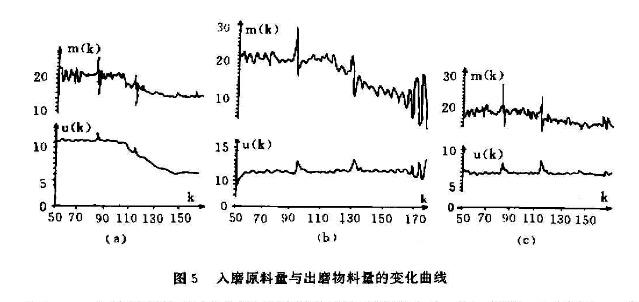
如图5所示入磨原料量与出磨物料量的变化曲线,正是球磨机值自适应控制算法应用仿真结果,其中(a)图为采用产量值自适应控制方案时的输入、输出曲线;(b)和(c)分别为采用PID控制而设定值分布为11.2及7时的输入、输出变化曲线。
通过以上仿真曲线可以看出,采用产量值自适应控制器的效果是非常明显的。具体体现在:
1、由(a)可以看出,因模型参数的变化,较佳出磨物料量M0由11.2变为7.2,此时值自校正控制器可以及时改变原料输入量,保证以较小方差跟踪M0变化,并在新的工矿下达到新的平衡;
从(b)可以看出,采用常规PID调节器,在模型参数不变或变化很小时,虽也能控制,但当参数变化较大时,球磨机系统将变得不稳定;
(c)图则为通常采用PID控制策略时的做法,它考虑到球磨机系统的时变,为防止系统进入不稳定工矿,而将设定值设定得很小,以至于产量一直很低,该方法虽能达到稳定生产,但实际产量较小,效率较低。
2、对原料量波动所引起的干扰,无论是模型参数不变或缓变时,值自校正控制都能及时地进行调节,保证m(t)保持在M0附近,而PID控制器克服输入量干扰的能力则比较差。
显然,值自校正控制器求取球磨机系统较大生产能力并跟踪生产能力变化的作用是常规PID调节器无法实现的,而在克服干扰因素的影响方面,值自校正控制器的调节能力也优于PID调节器。
文章源自:http://www.cnyhks.com/